雙輪緣橋式起重機行車輪鍛件的材質與工藝優化路徑
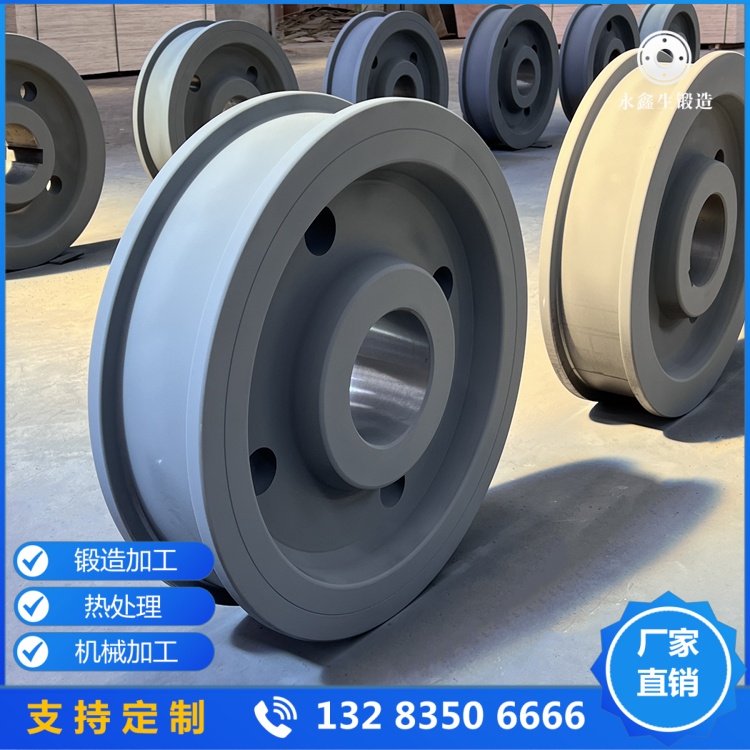
雙輪緣橋式起重機行車輪鍛件作為起重機的“腳下基石”,其材質選擇和制造工藝直接影響設備的運行性能和使用壽命。在工業生產不斷升級的背景下,如何通過優化材質和工藝,提升雙輪緣行車輪鍛件的品質和性價比,成為行業內關注的重點。本文將從材質選擇、鍛造工藝、熱處理工藝三個方面,解析雙輪緣橋式起重機行車輪鍛件的優化路徑。
材質選擇是雙輪緣行車輪鍛件品質的基礎,合理的材質能夠賦予鍛件優異的強度、硬度、耐磨性和抗沖擊性。目前,行業內主流的雙輪緣行車輪鍛件材質為42CrMo合金鋼和65Mn彈簧鋼,兩種材質各有優勢,可根據不同工況需求進行選擇。42CrMo合金鋼具有高強度、高韌性、抗疲勞性強的特點,經過鍛造和熱處理后,抗拉強度可達1000MPa以上,適用于重載、高頻運行的嚴苛工況,如礦山、冶金等行業;65Mn彈簧鋼則具有良好的耐磨性和彈性,成本相對較低,適用于載荷適中、運行頻率一般的場景,如普通車間、倉庫等。
為進一步提升鍛件性能,部分企業開始采用鉻鉬釩合金材質,這種材質在42CrMo的基礎上添加了釩元素,能夠顯著提升鍛件的硬度和耐磨性,同時增強抗開裂能力,適用于超重載、惡劣工況下的起重機。在材質篩選過程中,需嚴格控制原材料的化學成分,避免硫、磷等有害雜質超標,確保材質的純凈度,為后續鍛造工藝奠定良好基礎。
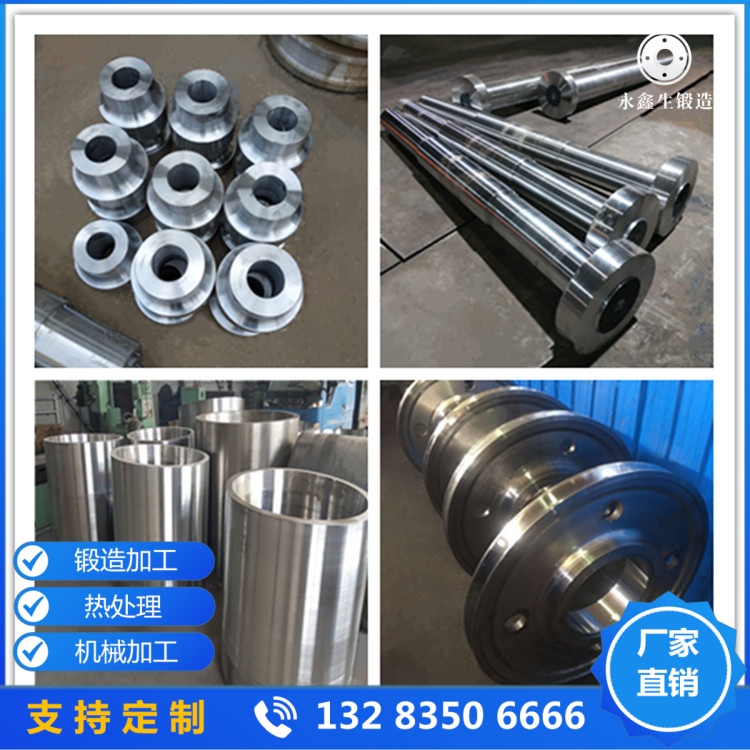
鍛造工藝的優化是提升雙輪緣行車輪鍛件致密性和力學性能的關鍵。傳統鍛造工藝多采用自由鍛,存在鍛件組織不均勻、晶粒粗大、鍛造缺陷較多等問題,影響鍛件的使用壽命。目前,行業內普遍采用模鍛工藝,通過萬噸級鍛壓機進行精密鍛壓,能夠有效控制鍛件的形狀和尺寸,使鍛件組織致密、晶粒細化,鍛造比達到3.5以上,消除材料內部的氣孔、砂眼等缺陷。

在鍛造過程中,需嚴格控制加熱溫度和保溫時間,一般將鋼坯加熱至1100-1200℃,保溫2-3小時,確保鋼坯充分奧氏體化,便于鍛壓成型;鍛壓過程中,采用分步鍛壓、循序漸進的方式,避免一次性鍛壓力度過大導致鍛件開裂;鍛壓完成后,采用緩慢冷卻的方式,將鍛件放入緩冷坑中冷卻至室溫,減少內應力,防止鍛件變形。
熱處理工藝是提升雙輪緣橋式起重機行車輪鍛件性能的核心環節,通過合理的熱處理,能夠調整鍛件的組織結構,提升硬度、強度和耐磨性。目前,雙輪緣行車輪鍛件的熱處理工藝主要包括調質處理和表面淬火。調質處理是將鍛件加熱至850-900℃,保溫一段時間后油冷,再加熱至550-600℃回火,通過這一工藝,能夠使鍛件獲得均勻的回火索氏體組織,兼具高強度和高韌性,避免鍛件在重載下出現斷裂。
表面淬火則是通過高頻感應加熱或火焰加熱,將鍛件表面加熱至800-900℃,迅速冷卻,使鍛件表面形成硬化層,而內部仍保持韌性,這樣既能提升鍛件表面的耐磨性,又能避免內部脆性過大導致開裂。表面淬火后,鍛件表面硬度可達到HRC45-55,硬化層厚度可達5-8mm,能夠有效抵抗軌道摩擦帶來的磨損,延長鍛件使用壽命。
通過材質的優化選擇和鍛造、熱處理工藝的不斷改進,雙輪緣橋式起重機行車輪鍛件的品質得到了顯著提升,能夠更好地適應不同工況的需求,為起重機的安全、高效運行提供有力保障。未來,隨著鍛造技術的不斷發展,雙輪緣行車輪鍛件將向輕量化、高強度、長壽命方向發展,進一步推動工業生產的升級。
